外壳折弯件|金属折弯件冲压折弯加工
 来源:杏鑫五金 浏览:- 发布日期: 2021-08-23【大 中 小】
来源:杏鑫五金 浏览:- 发布日期: 2021-08-23【大 中 小】
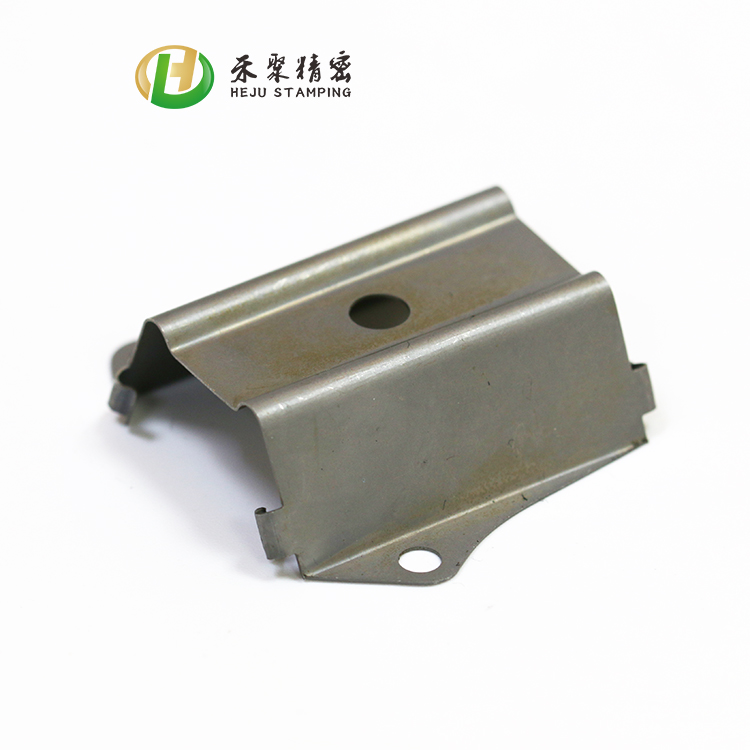
关于外壳折弯件、金属折弯件冲压加工,您了解多少?
冲压折弯不仅有很高的精度,而且还具有很小的制品内R,它的压力要比密着折弯高约到5-8倍。
v槽密度:冲压折弯加工的V槽密度比密着折弯要小,通常是板厚的5倍,这是为了减少外壳折弯件的内R,以减少上模尖端对工件内R处的啃入量,缩小V槽的面积能获得较高的面压力。
加压限度:由于折弯需要的压力非常大,所以一般SPCC的厚度不能超过2mm,SUS的厚度不能超过1.5mm,因为2mmSPCC材料冲压折弯需要1100KN的压力,模具的最大耐压在1000KN超过了模具的耐压值。(由于各类模具的耐压值不尽相同,所以不是所有模具都可以加工2mmSOCC材料)
杏宇鑫台擅长外壳折弯件冲压加工,专注30年于折弯件生产。如果您对折弯件的工艺,以及制作流程有兴趣,可以拨打18065486654陈先生或者将图纸发送至此邮箱[email protected]。