相信大家在冲压冲孔件的生产加工过程中,都有发现冲压冲孔件有时候会出现大小程度不同的毛刺,对产品的质量有一定的影响,那大家知道为什么会出现这一现象吗?下面由杏鑫小编来告诉大家产生毛刺的原因:
1:凹模与凸模配合间隙不合理,冲裁间隙过大、过小或不均匀则会产生毛刺。
2:刀口操作时不及时润滑,没有及时磨锋刀口,冲模结构不良等造成磨损快,变钝或啃伤均能产生毛刺。
3:材料厚度严重超差或用错料,引起相对间隙不合理也会使冲压冲孔件产生毛刺。
想要避免出现冲压冲孔件出现毛刺的话,那么在生产加工时必须针对以上提出来的问题时刻保持注意警惕,要注意好保持凹凸模的间隙吻合度,刀口保持锋利无损害,选对正确加工材料,这样才能生产出优质的冲孔件。
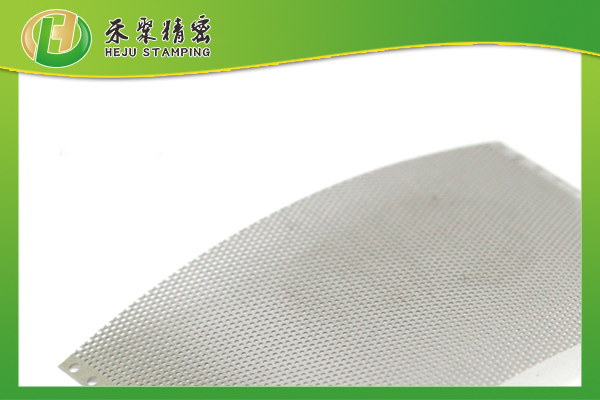
杏宇鑫台冲压冲孔件特点:精度高公差控制+/-0.01mm、无毛刺、开孔率可达35%、孔径小为φ0.10mm。代表产品密孔间距0.3MM(即在面积50*80mm内有1.7万个均匀的精密细孔,公差控制+/-0.01mm,无毛刺。