壳体拉深冲压件的工艺特点
 来源:杏鑫五金 浏览:- 发布日期: 2022-08-26【大 中 小】
来源:杏鑫五金 浏览:- 发布日期: 2022-08-26【大 中 小】
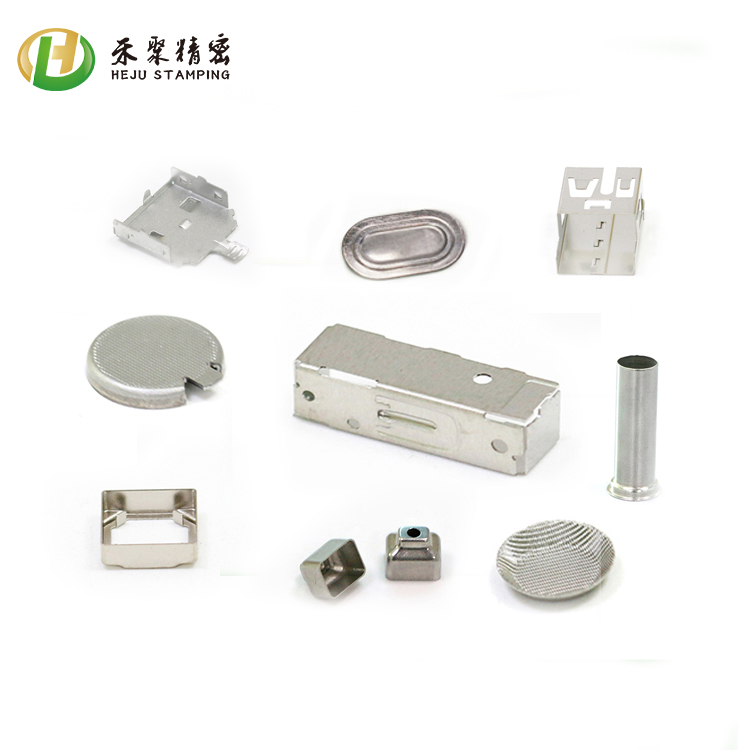
壳体拉深冲压件是利用拉伸技术加工而成的冲压件。拉深是经过冲头的移动把平放的金属板材压到冲模之中,壳体拉伸冲压件的应用非常广泛,比如可以用作汽车零件,家用产品,电子设备等。
壳体拉深冲压件可以把板料拉深成圆柱瓶型零件;在拉深操作中,坯料直径受壳体周长的影响,而周长又受到冲压件材料的流动性和外围材料向内流动阻力和边缘阻力;当边缘材料受到的阻力超过极限之后边缘就会起皱失稳。
为了避免出现起皱,必须是冲压件材料可以在凸模和压边圈之间顺利流动。造成拉深破裂的两个主要原因是:拉深冲压件直径与坯料直径比值超过极限值,和拉深半径从平整的坯料拉深成壳体,将壳体拉深为直径更小的壳体时,材料向内流动距离都有一个极限值,通常称之为拉深系数。
极限拉深系数受到冲压件材料流动性、材料抗压能力和由受压而引起的流动阻力等因素的影响。过大的流动阻力使壳体边缘破坏起皱,该区域是材料抵抗力最弱的区域。