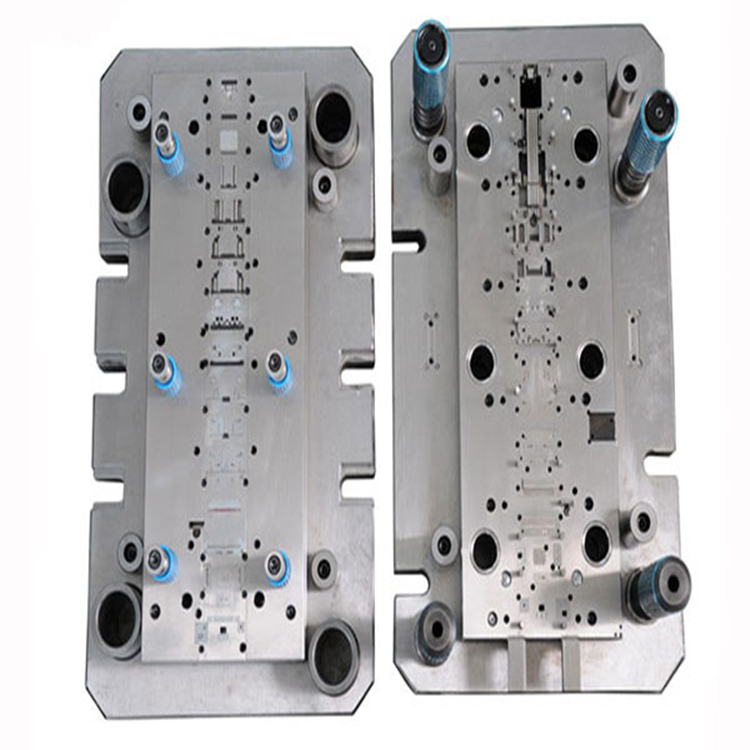
杏鑫平台,是一家专业生产五金件的精密冲压厂商,它不仅拥有着精湛的设计能力,还拥有一批高素养的实战于一线的钳工。秉承一手抓“模具要做得好”之原则,一手抓“更要保养好” 之信念,双手齐下,持续发展。
冲压模具的保养,究竟怎么来“保”呢?模具的保养分二级,且看以下操作。
首先,冲压模具的一级保养
1.装模时的保养
(1)装模前,要对模具的上下表面进行清擦,保证模具安装面和压机工作台面不受压伤,及模具在生产中上下安装面的平行度。
(2)模具装好后,将模具打开,将模具各部分清擦干净,特别是导向机构,对于表面件模具,其型面清擦干净,以保证制件的质量。对模具各滑动部分进行润滑,涂润滑脂。模具各部份的检查,特别是安全件,如:安全侧销、安全螺钉、侧护板、冲孔废料道等。
2.生产中的保养
(1)生产中,定期对模具的相应部分进行涂油,如:拉延模的压料圈、圆角;修边模的刀口部位;翻边刀块部分等。
(2)定期对修边冲孔模的小孔废料道进行废料的清理。
3.生产后的保养
(1)生产结束后,要对模具进行全面的检查。
(2)模具进行全面的清擦,保证模具的清洁度。
(3)将模具内的废料清理干净,保证废料盒中无废料。
(4)将模具的使用状态和使用后的情况如实地反馈到模具传票上。
其次,冲压模具的二级保养
此项保养工作由模修人员完成,并根据保养情况作好记录。以下就不同的零件叙述其二保的要求和方法:
1.拉延模凸模、凹模
拉延模的凸、凹模,主要出现的问题是拉毛及型面的压坑。保养时,主要对模具的圆角拉毛部位进行抛光。如果出现压坑,要对模具进行补焊,再进行修顺。
2.导向零件(导柱、导套及导板等)
模具在工作中会出现拉痕等现象。产生的主要原因有润滑油脏及导向间隙偏等。导向零件产生拉痕,采取用油石推顺后抛光的办法进行消除。
3.修边刀口
模具在使用过程中,刀口部分易出现崩刃和刃口塌陷现象。此时,要对模具损坏的刀口进行补焊修配。
4.弹簧等弹性零件
在使用过程中,弹簧是模具最易损坏的零件之一,通常出现断裂和变形现象。采取的办法就是更换,但是,更换过程中一定要注意弹簧的规格和型号,弹簧的规格型号通过颜色、外径和长度三项确定,只有在此三项都相同的情况下才可以更换。
5.冲头、冲套
模具上使用的冲头、冲套,大部分都采用标准件。模具在使用过程中,冲头易出现折断、弯曲和啃坏现象。冲套一般都是啃坏的。冲头和冲套的损坏,一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。
6.紧固零件
检查紧固零件是否松动、损坏现象。采取的办法就是找相同规格的零件进行更换。
最后,一个好的精密冲压厂,只有将冲压模具规范加工,后期生产时合理及定期的保养,才能保证生存之花,永开不败。
杏鑫平台以精湛的制造技术,完善的品质保证,秉持务实、创新、节约、省能的理念,以协助提高客户产品竞争力,追求卓越、精益求精,以期实现持续经营利润共享回馈社会,保护环境之目标,是一家专业生产杏鑫注册件的生产厂家,竭诚欢迎您的咨询与订购。